Through cutting-edge technology and collaborative efforts, we aim to solve the most pressing challenges of our time, ensuring a prosperous and equitable future for all.
Our Mission
By prioritizing customer satisfaction, environmental responsibility, and social impact, we strive to create value for all our stakeholders.
Our Process
Our process is centered around innovation, collaboration, and meticulous execution.
Company Profile
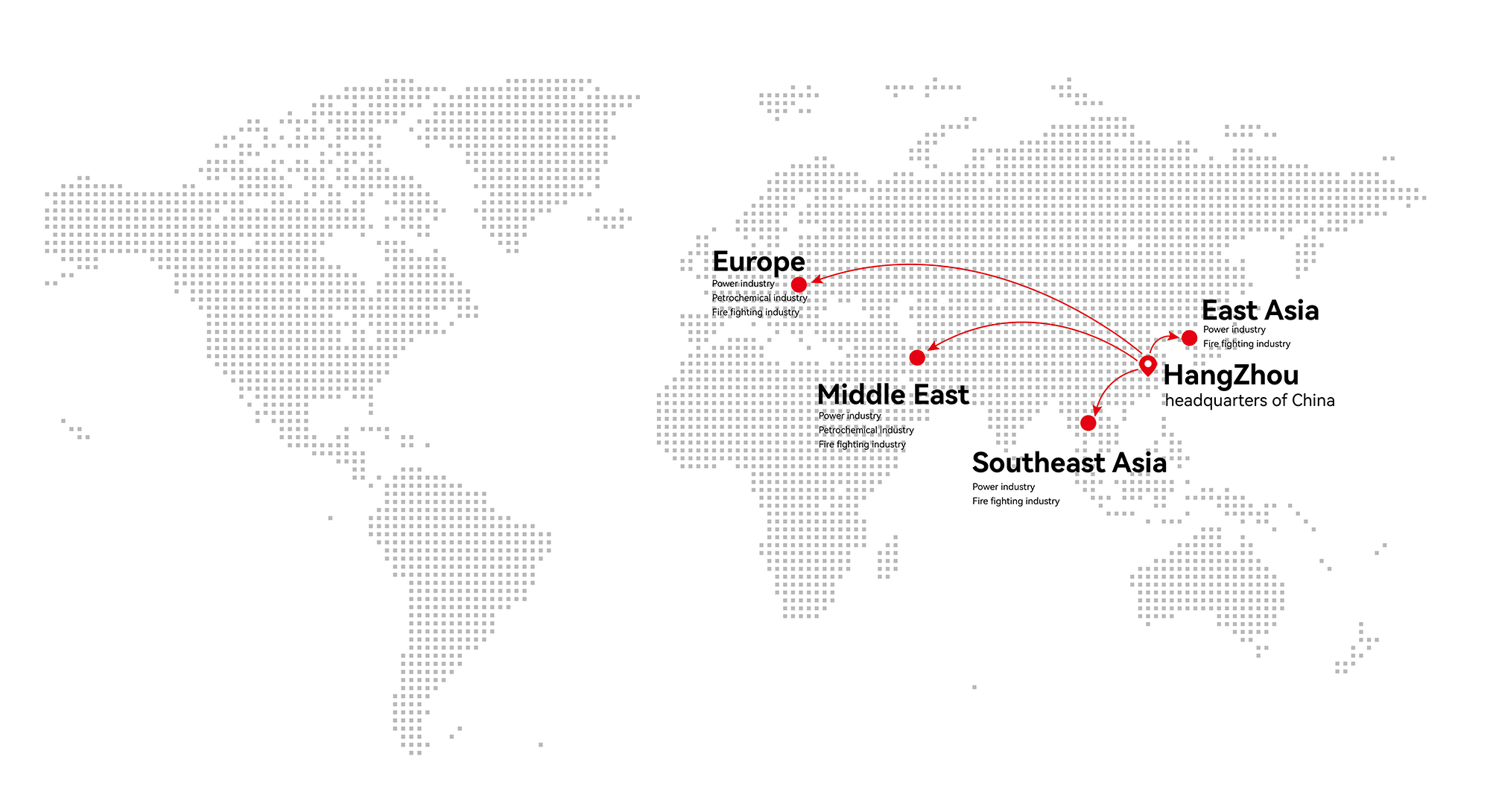
Zhejiang Heika Electric Co., Ltd. is a high-tech enterprise specializing in infrared thermal imaging technology. Headquartered at No. 1899, Gudun Road, Yuhang District, Hangzhou, China, the company has developed into a comprehensive high-tech enterprise integrating production, R&D, sales, and service through years of effort. It provides IoT core modules, infrared thermal imagers, and solutions globally. The company’s products and solutions are widely used in power, fire protection, security monitoring, scientific research, steel, petrochemical, industrial temperature measurement, medical quarantine, and assisted driving, among other fields, and are recognized by users for their excellent quality and comprehensive service.
Heika Electric adheres to a development strategy focused on technological R&D and global competition, providing comprehensive and stable infrared products and solutions to the world and actively promoting the large-scale development of infrared thermal imaging technology globally.
Heika Electric’s products, leveraging their strong technological advantages, have been actively recommended and adopted in projects such as State Grid intelligent inspection, global pandemic response, fire protection and power supply for the Hangzhou Asian Games, and key equipment monitoring in nuclear power plants.
Heika Electric has long adhered to the values of professionalism, cooperation, win-win, and integrity, and with the mission of using Chinese technology to safeguard global safety, it has won unanimous recognition and praise from people inside and outside the industry. The company will continue to make long-term R&D investments in basic research and safety intelligence to make its technology more advanced, its equipment more intelligent, and its services more high-quality, actively becoming a leading brand in the industry and promoting the development of infrared thermal imaging.
History
2005-Thermal imaging technology research and development
2010-They developed China’s first fully digital infrared thermal imager with network transmission of temperature flow, laying the foundation for scientific research thermal imagers.
2012-Developed China’s first intelligent handheld thermal imager
2019-We have developed the first integrated infrared and partial discharge detector in China, which represents the future product form of this instrument.
2020-Human body temperature measurement products are OEM products of well-known listed companies, becoming the main products for fighting the epidemic at home and abroad.
2021-The handheld and truck-mounted fire extinguisher product lines were introduced to the market, and the company achieved a top-two market share in the same year.
2022-The company began to develop its refrigeration infrared business, established overseas departments, and clarified its three major development strategies.
2023-The top three in the infrared track for intelligent power grid inspection.
2024-The introduction of new products such as handheld UV detectors, handheld partial discharge detectors, power distribution network inspection three-in-one devices, handheld SF6 detectors, VOCs detectors, airborne infrared detectors, and acoustic imaging devices into the market has become the main driver of the company’s performance growth.
Continue…
Production Environment
Manufacturing and testing are carried out in strict accordance with military-grade quality requirements. Materials undergo multiple standard tests and are carefully selected.
The production process is strictly controlled, with core components produced automatically and packaged in a cleanroom. Before leaving the factory, products undergo multiple rigorous tests, including aging and airtightness testing, to ensure product stability and reliability.